
Automatisk luft- och partikelavskiljare av stål med svetsändar. Med gas- och partikelseparator och smutsskyddad mekanism.
| Dimensionsområde (DN) | 50 - 300 |
|---|---|
| Tryckklass (PN) | 10 |
| Temperatur (°C) | 0 - 110 |
| Huvudmaterial | Stål |
| Artikelnummer | Utförande | DN | PN | Temperatur (°C) | Ansl. 1 - spec. | Ansl. 2 - spec. | Antal | ||
|---|---|---|---|---|---|---|---|---|---|
| AT 8070-50 | Luftavskiljning, Partikelavskiljning | 50 | 10 | 0 - 110 | DN50-Dy 60,3mm | DN50-Dy 60,3mm | 2025-07-14 | 19 600 SEK | |
| AT 8070-65 | Luftavskiljning, Partikelavskiljning | 65 | 10 | 0 - 110 | DN65-Dy 76,1mm | DN65-Dy 76,1mm | 2025-07-14 | 20 300 SEK | |
| AT 8070-80 | Luftavskiljning, Partikelavskiljning | 80 | 10 | 0 - 110 | DN80-Dy 88,9mm | DN80-Dy 88,9mm | 2025-07-28 | 27 800 SEK | |
| AT 8070-100 | Luftavskiljning, Partikelavskiljning | 100 | 10 | 0 - 110 | DN100-Dy 114,3mm | DN100-Dy 114,3mm | 2025-07-14 | 28 900 SEK | |
| AT 8070-125 | Luftavskiljning, Partikelavskiljning | 125 | 10 | 0 - 110 | DN125-Dy 139,7mm | DN125-Dy 139,7mm | 2025-07-14 | 54 900 SEK | |
| AT 8070-150 | Luftavskiljning, Partikelavskiljning | 150 | 10 | 0 - 110 | DN150-Dy 168,3mm | DN150-Dy 168,3mm | 2025-07-14 | 56 500 SEK | |
| AT 8070-200 | Luftavskiljning, Partikelavskiljning | 200 | 10 | 0 - 110 | DN200-Dy 219,1mm | DN200-Dy 219,1mm | 2025-09-01 | 98 000 SEK | |
| AT 8070-250 | Luftavskiljning, Partikelavskiljning | 250 | 10 | 0 - 110 | DN250-Dy 273mm | DN250-Dy 273mm | 2025-09-01 | 220 800 SEK | |
| AT 8070-300 | Luftavskiljning, Partikelavskiljning | 300 | 10 | 0 - 110 | DN300-Dy 323,9mm | DN300-Dy 323,9mm | 2025-09-01 | 380 500 SEK |

Magnetinsatsen för partikelavskiljare är en höghållfast permanentmagnet som avlägsnar ferromagnetiska…
Välj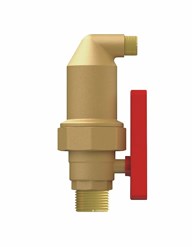
Reflex Exvoid-T avluftningsventil för värme- och kylvattensystem eller slutna, vätskefyllda systemkretsar…
Välj
Kulventiler av mässing, fullt genomlopp, in- och utvändig gänga och stålhandtag. Packbox av grafit…
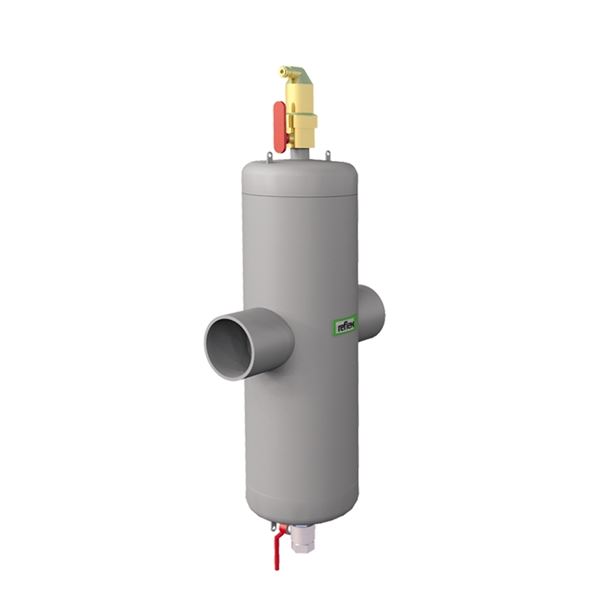
VäljLuft- och partikelavskiljare Extwin TW, för effektiv avskiljning av gaser och partiklar i värme- och kylsystem där fluiden är vatten. Kan även monteras i system med blandningar av vatten/glykoler, dock högst 50 % koncentration. Ej lämplig i system med blandningar av vatten/salter.
Genom att applicera en partikelavskiljare i systemet avskiljs slam och partiklar med storlek ned till 5 micrometer (>5micron) samt minskar risken för flödesstörningar och cirkulationsproblem. Den bidrar till en ökad funktionssäkerhet under svåra driftförhållanden samt minskar behovet av underhåll.
PSF.141 Avledare för luft
AT 8070-... automatisk luft- och partikelavskiljare av stål, PN10, med en separator, stor luftkammare och smutsskyddad mekanism. I utförande med/utan magnetinsats.
AFS 2023:5, PED 2014/68/EU
Ska inte CE-märkas.
Märkning på produkt: Är märkt med dimension, max. drifttryck, typnummer samt tillverkarens namn, artikelnummer samt tillverkningsdatum.
Dimensionsområde (DN): 50 - 300
| DN | A | B | C | D | Nettovikt (kg) |
|---|---|---|---|---|---|
| 50 | 260 | 785 | 370 | 132 | 4 |
| 65 | 260 | 785 | 370 | 132 | 5 |
| 80 | 370 | 940 | 370 | 206 | 12 |
| 100 | 370 | 940 | 370 | 206 | 14 |
| 125 | 525 | 1200 | 430 | 354 | 34 |
| 150 | 525 | 1200 | 430 | 354 | 31 |
| 200 | 650 | 1470 | 430 | 409 | 113 |
| 250 | 750 | 1916 | 500 | 480 | 215 |
| 300 | 850 | 2237 | 500 | 634 | 265 |
Den automatiska luft- och partikelavskiljaren avlägsnar effektivt gaser och partiklar från värme-och kylsystem. Mikrobubblor som följer systemvätskan genom systemet avlägsnas effektivt i avskiljningshuset som är stort i förhållande till anslutningsdimensionen. Detta ger en minskad hastighet genom avskiljningshuset och de fria gasbubblorna avskiljs optimalt när de passerar genom ett speciellt trådnät.
Gasbubblorna stiger till flottörhuset, vätskenivå sänks och flottören sjunker. Då flottören (som är sammanlänkad med avledningsventil via en stång) har nått en viss lågnivå, öppnas avluftningsventilen och luft kan strömma ut i det fria. När flottören åter stiger, stänger ventilen. Luftkammarens stora volym och speciella utformning gör att vätskenivån aldrig kan nå avledningsmekanismen.
När vätskan passerar genom avskiljarens hus sänks flödeshastigheten. Detta gör att smuts och partiklar avskiljs optimalt när de passerar genom det speciella trådnätet. Smuts och partiklar faller nedåt och samlas i botten av huset. Med hjälp av magnetinsatsen "fastnar" även magnetiska partiklar i avskiljaren. Ansamlad smuts läggs på separatorns botten och töms enkelt ut genom att öppna tömningsventilen för att släppa ut partiklarna i exempelvis en uppsamlingshink, utan att störa driften av systemet. Här separeras slam och partiklar med storlek upp till 5 µm. Kammaren för ansamling av slam har stor kapacitet. Det ger långa intervall mellan spolningarna.
Genom att applicera en luft- och partikelavskiljare i systemet minskar risken för flödesstörningar. Cirkulationsproblem och korrosionsskador undviks. Den bidrar till en ökad funktionssäkerhet under svåra driftförhållanden samt minskar behovet av underhåll.
Huvudmaterial: Stål
Ingående material: Stål
Temperatur (°C): 0 - 110
Tryckklass (PN): 10
Anslutning: ISO 1127, svetsända
ETIM klassning: EC010260 - Luft-/Smutsavskiljare (kombinerad) för värme-/kylsystem
Produktens färg: RAL 7040 - Fönstergrå
| Artikelnummer | Max systemflöde (m3/h) | Utförande | Ansl. 1 | Ansl. 1 - spec. | Ansl. 2 | Ansl. 2 - spec. |
|---|---|---|---|---|---|---|
| 8070-50 | 12.5 | ISO 1127, svetsända | DN50-Dy 60,3mm | ISO 1127, svetsända | DN50-Dy 60,3mm | |
| 8070-65 | 20 | ISO 1127, svetsända | DN65-Dy 76,1mm | ISO 1127, svetsända | DN65-Dy 76,1mm | |
| 8070-80 | 27 | ISO 1127, svetsända | DN80-Dy 88,9mm | ISO 1127, svetsända | DN80-Dy 88,9mm | |
| 8070-100 | 47 | ISO 1127, svetsända | DN100-Dy 114,3mm | ISO 1127, svetsända | DN100-Dy 114,3mm | |
| 8070-125 | 72 | ISO 1127, svetsända | DN125-Dy 139,7mm | ISO 1127, svetsända | DN125-Dy 139,7mm | |
| 8070-150 | 108 | ISO 1127, svetsända | DN150-Dy 168,3mm | ISO 1127, svetsända | DN150-Dy 168,3mm | |
| 8070-200 | 180 | ISO 1127, svetsända | DN200-Dy 219,1mm | ISO 1127, svetsända | DN200-Dy 219,1mm | |
| 8070-250 | 288 | ISO 1127, svetsända | DN250-Dy 273mm | ISO 1127, svetsända | DN250-Dy 273mm | |
| 8070-300 | 405 | ISO 1127, svetsända | DN300-Dy 323,9mm | ISO 1127, svetsända | DN300-Dy 323,9mm |
Möjlig montageposition: Horisontell
Eftersom mikrobubblorna frigörs på den varmaste punkten i anläggningen bör produkten placeras där. I ett värmesystem är den varmaste punkten oftast på framledningen, så nära värmaren som möjligt. I ett kylsystem är den varmaste punkten oftast i returledningen innan kylaren. För att flottören ska kunna lyftas och luften blåsas ut skall det vara övertryck på ca 0,5 bar vid installationspunkten. Luft- och partikelavskiljaren är underhållsfri men ska regelbundet kontrolleras och rengöras vid behov för säker drift och funktion.